Схема производственного процесса ОАО «Ростсельмаш» и выходные продукты предприятия
Компания входит в пятерку крупнейших мировых производителей комбайнов и сельскохозяйственной техники. С момента основания Ростсельмаш поставил своим клиентам в 48 странах мира более 2,6 млн единиц техники.
Продуктовую линейку компании Ростсельмаш составляют четыре модели зерноуборочных комбайнов: ACROS, VECTOR, Дон 1500Б . Нива-Эффект, и кормоуборочный комбайн DON 680М. Реализация техники Ростсельмаш, их предпродажная подготовка и сервисное обслуживание осуществляется через крупнейшую в Европе дилерскую сеть компании, располагающей 140 филиалами сервисных центров.
В 2008 <http://ru.wikipedia.org/wiki/2008> предприятие выпустило 6 тыс. единиц техники. К началу 2009 <http://ru.wikipedia.org/wiki/2009> предприятие работает на склад, все площадки затарены, в результате чего приостановлено финансирование инвестиционных программ.
Комбайны РОСТСЕЛЬМАШа
· Дон-1500Б - имеет высокую производительность при неизменно высоком качестве зерна, неприхотливость в обслуживании и простота в управлении.
· VECTOR (универсальный зерноуборочный комбайн) - первая машина из принципиально нового модельного ряда, запущенной в серийное производство. Первая партия сошла с конвейера в июне 2004 года . В марте 2006 года с конвейера компании сошел 1000-й VECTOR. Комбайн VECTOR предназначен для уборки зерновых колосовых культур прямым и раздельным комбайнированием, а с использованием дополнительных приспособлений - для уборки зернобобовых, крупяных, мелкосеменных культур, подсолнечника, семенников трав, сои, кукурузы на зерно.
· «Нива-эффект» - классический образец комбайна. Более 30 лет на конвейере. Абсолютный мировой рекордсмен по объему выпуска - более 2-х млн единиц техники. Привлекает покупателей отличным соотношением производительности, доступной цены и низких затрат на содержание.
· ACROS 530 - изначально спроектирован в качестве нового лидера в 5-м классе зерноуборочных комбайнов. На 10 % производительнее своего предшественника и обеспечивает более низкую себестоимость тонны убранного зерна.
· DON 680M - высокопроизводительный универсальный самоходный кормоуборочный комбайн . Предназначен для скашивания трав и грубостебельных культур, в том числе кукурузы в фазе восковой спелости зерна, подбора массы из валков с одновременным измельчением и погрузкой в транспортное средство.
· RSM 181 (TORUM 740) - роторный комбайн. РСМ приступил к разработке нового роторного комбайна в 2005 <http://ru.wikipedia.org/wiki/2005>. В 2006-2007 гг. опытные экземпляры комбайна прошли серию испытаний на российских и европейских машиноиспытательных станциях. В 2007 комбайн после комплексных испытаний в Чехии, проведенных чешской государственной организацией SZZPLS (Прага , получил сертификат соответствия нормам ЕС по безопасности и право маркироваться знаком СЕ. В 2008 году <http://ru.wikipedia.org/wiki/2008_%D0%B3%D0%BE%D0%B4> компания выпустила опытно-промышленную партию комбайнов RSM 181, которая была отправлена на государственные испытания, а также в различные регионы России для тестирования в реальных условиях эксплуатации в течение полного уборочного сезона.
В 2009 будет выпущено более 200 новых машин TORUM 740, в 2010 завод планирует выйти на проектную мощность - 500 комбайнов в год. Инвестиции в производство новой машины составили свыше 700 млн руб.
Так как полноценный производственный процесс и технологии являются коммерческой тайной предприятия, то рассмотрим процесс производства одного из продуктов завода (комбайна) на примере отдельного узла, в данном случае - кронштейна.
Производственный процесс узла рассмотрим на примере технологической схемы производства кронштейна (181.21.00.330-01)
Технологическая процесс сборки сборочной единицы (кронштейна). Транспортирование
. Оформить документы на приемку груза, Форма М17
. Перенести груз: кольца-вручную. Запрессовывание
III. Контроль сборки
IV. Транспортирование в цех.
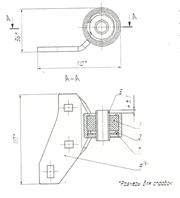
Рассмотрим содержание переходов одной из операций - запрессовывание втулок
Рисунок 2 - вспомогательный материал
Таблица 1 - Запрессовывание втулок
|
№ |
Содержание перехода |
|
1 |
Проверить готовность сборочных единиц и деталей перед сборкой, целостность покрытий, отсутствие заусенцев, забоин, вмятин и других дефектов, влияющих на качество сборки - визуально. Отложить бракованные детали и сообщить об этом мастеру и контролеру БТК |
|
2 |
Поднести детали к месту сборки на расстояние 5 м |
|
3 |
Уложить в ложемент приспособление втулку поз.1 |
|
4 |
Установить в призму приспособление опору кронштейна поз. 9 |
|
5 |
Установить насадку (d15*70; m=0,05кг) в шток приспособления |
|
6 |
Запрессовать втулку поз. 1 в кронштейн поз.9 включив пневмокран приспособления ( ход одиночный). Вывести шток приспособления в исходное положение поворотом пневмокрана. |
|
7 |
Установить в ложемент приспособления втулку поз. 5 и запрессовать ее во втулку поз. 1, запрессованную ранее в кронштейн поз.9, выдерживая размер 4±1 мм от торца втулки до кронштейна. Вывести шток приспособления в исходное положение поворотом пневмокрана. |
|
8 |
Снять насадку приспособления и установить в ложемент кольцо поз.3 |
|
9 |
Напрессовать кольцо поз. 3 на втулку поз. 1, включив пневмокран. Вывести шток приспособления в исходное положение поворотом пневмокрана. |
|
10 |
Снять собранную сборочную единицу и отложить на стол |
|
11 |
Установить кольцо поз.7 в паз кронштейна поз.9 |
|
12 |
Отложить собранный узел в тару, исключая повреждения. |