Описание технологического производства
Широкополосный стан горячей прокатки (ШСГП) 2000 предназначен для производства горячекатаных полос толщиной 1,2-16,0 мм, шириной 700-1850 мм в рулонах с массой до 45 т из стали разнообразных марок (углеродистой обыкновенного качества, качественной конструкционной, низколегированной и других). Продукция цеха после соответствующей отделки может также поставляться в листах длиной 1,5-6,0 м и узких рулонах с минимальной шириной 100 мм. Исходным полупродуктом служат непрерывнолитые слябы толщиной 250 мм, шириной 750-1850 мм и длиной 4,8-12,0 м. Годовой объем производства в цехе достигает 5,0 млн. т.
Цех в качестве головной части включает отделение приема литых слябов (ОПЛС). ОПЛС предназначено для приема литых слябов из отделения непрерывной разливки стали (ОНРС) конвертерного цеха, передачи их на стан 2000 и отгрузки другим потребителям, а также проведения выборочной зачистки дефектных слябов и макроанализа. Основным оборудованием ОПЛС является транспортно-отделочная линия (ТОЛ), принимающая литые слябы с рольганг-тележки 1 ОНРС и транспортирующая их либо на загрузочный рольганг стана, либо к уборочным устройствам 7 или 8 для передачи на склад, рис. 1.1.
Схема расположения оборудования ЛПЦ-10
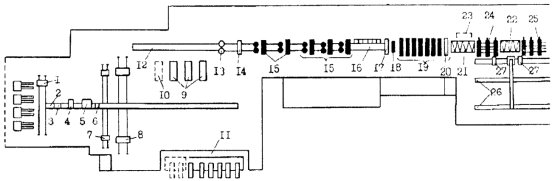
Рис. 1.1
ТОЛ имеет восемнадцать реверсивных рольгангов общей длиной 260 м. Предварительно надрезанные на машине газовой резки (МГР) в ОНРС слябы поступают на рольганг 2 ТОЛ и проходят устройство для удаления грата 3, дефектоскоп 4, агрегат резки 5, имеющий две МГР. Этот агрегат предназначен для обрезки передних и задних концов слябов, надрезанных на МГР за МНЛЗ, дорезания перемычки, делящей пополам слябы двойной мерной длины, вырезки заготовок для макро-темплетов. Затем маркировщик 6 наносит на узкую грань сляба номер плавки (ранее на выходе ОНРС на широкой грани сляба маркировщиком нанесен его порядковый номер и номер ручья МНЛЗ).
Слябы, имеющие поверхностные дефекты, передаются в другие пролеты ОПЛС для охлаждения, осмотра, выборочной зачистки и поплавочного штабелирования в столы. Слябы с качественной поверхностью, предназначенные для ШСГП 2000 направляются по рольгангу для задачи в печи, а предназначенные для других потребителей - уборочными устройствами 7 или 8 передаются на склад и затем погружаются на железнодорожные платформы.
Нагрев слябов до температуры прокатки 1100-1300 °C (в большинстве случаев - до 1150-1280 °С) производится в трех методических печах с шагающими балками 9. Производительность каждой печи 460 т/ч. В дальнейшем предусмотрена установка четвертой печи 10. Топливом для печей служит природный газ. Воздух для горения подогревается до 450 °С в металлических рекуператорах, расположенных по бокам печей у торцов загрузки. Продукты горения после рекуператоров проходят через котлы-утилизаторы, установленные в отдельном здании 11 за пределами цеха.
Непрерывный широкополосный стан 2000 является последним из серии таких станов, запроектированных и поставленных головным заводом-изготовителем производственного объединения «Новокраматорский машиностроительный завод». Стан имеет черновую группу, включающую вертикальную клеть (черновой окалиноломатель) 13, клеть дуо 14 и пять универсальных клетей кварто 15, из которых три последних объединены в непрерывную подгруппу, а также чистовую группу в составе семи клетей кварто 19 (предусмотрена возможность установки восьмой клети 20). Перед чистовой группой установлены летучие ножницы горячей резки 60 мм 17 и чистовой роликовый окалиноломатель 18.